3D打印机注意事项¶
耗材选择¶
品牌¶
首选polymaker ,而其他更多的选择详见以下文章来尝试判断(有些厂商的品控质量不一,有时好有时坏的)
https://www.bilibili.com/video/BV1RS4y1Q7ND?spm_id_from=333.999.0.0
材料类型¶
一下罗列 实验室的机器 已成功打印的材料
PLA、ABS、PETG
PLA¶
打印温度喷头一般在200度左右,热床温度50度左右(就是地下那个大平台)
最常使用,均价最低的材料是PLA,同时也算是最容易打印的了,就是强度不能拉那种上千克的重物(额实际做做车子地盘,打打收纳盒,给PCB做个壳子什么的还是够用的)
还有就是耐温差,泡开水里会变成拖鞋一样软(ABS没测试过)
打印注意事项¶
风扇全开¶
因为PLA熔融温度低,喷头加热到温度后,PLA因为在喷头处过软,没有挤压的力道而积聚在喷头内,需要风扇在该处让其快速冷却而挤出。
ABS¶
打印温度270左右,热床温度最好上90度
耐温高、强度很高的材料(再高的材料如尼龙,PC根本不好打印…当然ABS也不好搞→)
但是容易翘边,当然这个一方面看打印机环境温度(使用带密闭箱的打印机如实验室里的UP BOX)另一方面看材料本身,目前使用下来UP BOX用自己的生产公司 太尔时代 自家的ABS,调好风扇那个开关,打印质量很稳定。
PETG¶
网上说这是一个兼具ABS强度和PLA容易打印特点的材料,但是其“拉丝”效应很重,因为材料本身吐出来很稠,在空中移动的时候容易交错拉丝,可能温度调高或修改打印速度可以解决。
UP BOX+ 使用第三方ABS的问题¶
原先从老师那刚刚拿到UP BOX+ 的时候送了很多卷太尔时代自家牌子的ABS材料,那用起来是真的爽,正确配置完,一般没出现过”翘边”的问题(这是ABS材料很难处理的一个问题),但是此后购买第三方耗材时,为了坚固和韧性尝试了Polymaker和易生的ABS耗材,Polymaker的密度很大,打印完后有一点比较难受的是它的支撑粘合太牢了,基本拆不掉。易生也是,一定程度上怀疑耗材有兼容性问题(确实有一个卖UP BOX+改装喷头的淘宝店铺说明过这个问题,所以很讨厌…),不过可以通过更改软件中一项打印设置来解决
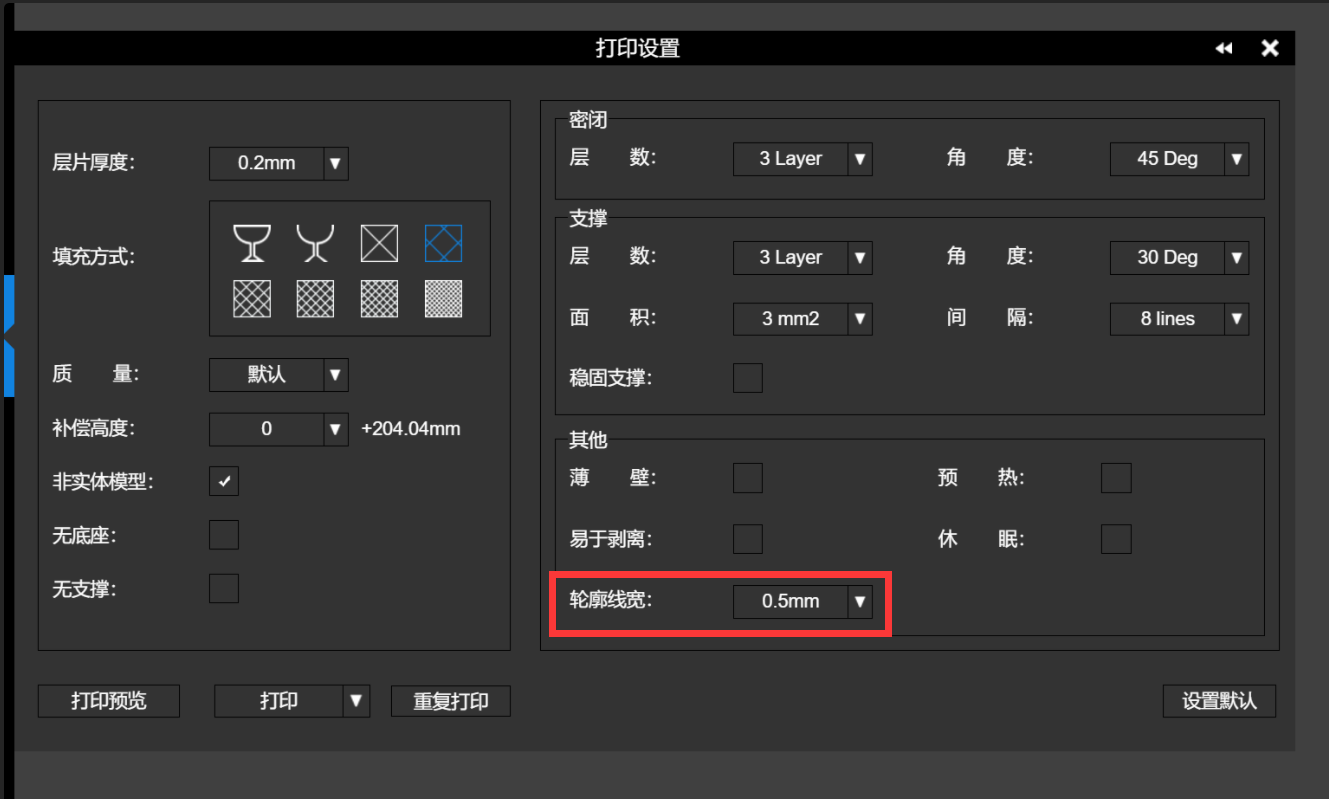
修改轮廓线宽¶
可以通过调小线宽,让相邻的丝线黏合减少,如果减少太多会导致模型底部有很多空隙
打印前务必确认的问题¶
[调平]喷头是否碰撞到平台¶
每次更换下喷头重新安装喷头后一定要重新调平
切记一定要确认已经完成了平台的调平
否则一旦喷头过低,和平台硬碰硬很大程度会损坏与喷头连接的加热管(特别是UP BOX+的管子很细没什么加固,已经歪了…)

[如何调平]¶
主要是为了电机在第一层吐丝的时候距离平台的距离能够刚好留出适当的高度,不至于出现材料难以附着平台和喷头剐蹭平台的情况
对于UPBOX你基本只要使用软件里面的自动调平就行了,需要手动干的就是最后要用调平卡调一下平台距离,不要轻易去调节它的四个旋钮。
而对于 CR10就需要完全手动了,但是并不困难
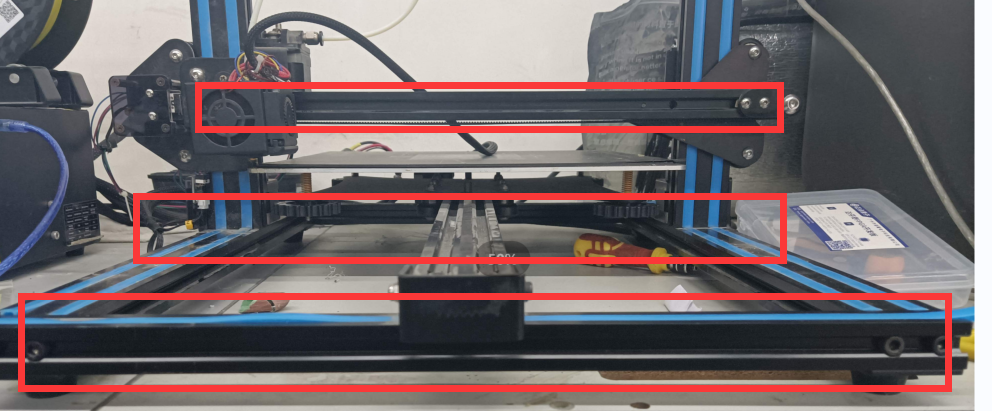
先“龙门”确定水平¶
先使用三角尺,或者目测…确定y轴杆子是平行框架的,调节方法就是扭动两个Z轴电机(记得拔掉线,步进电机相互连着会反馈[扭动一个…它们好像都在动])
再调节平台¶
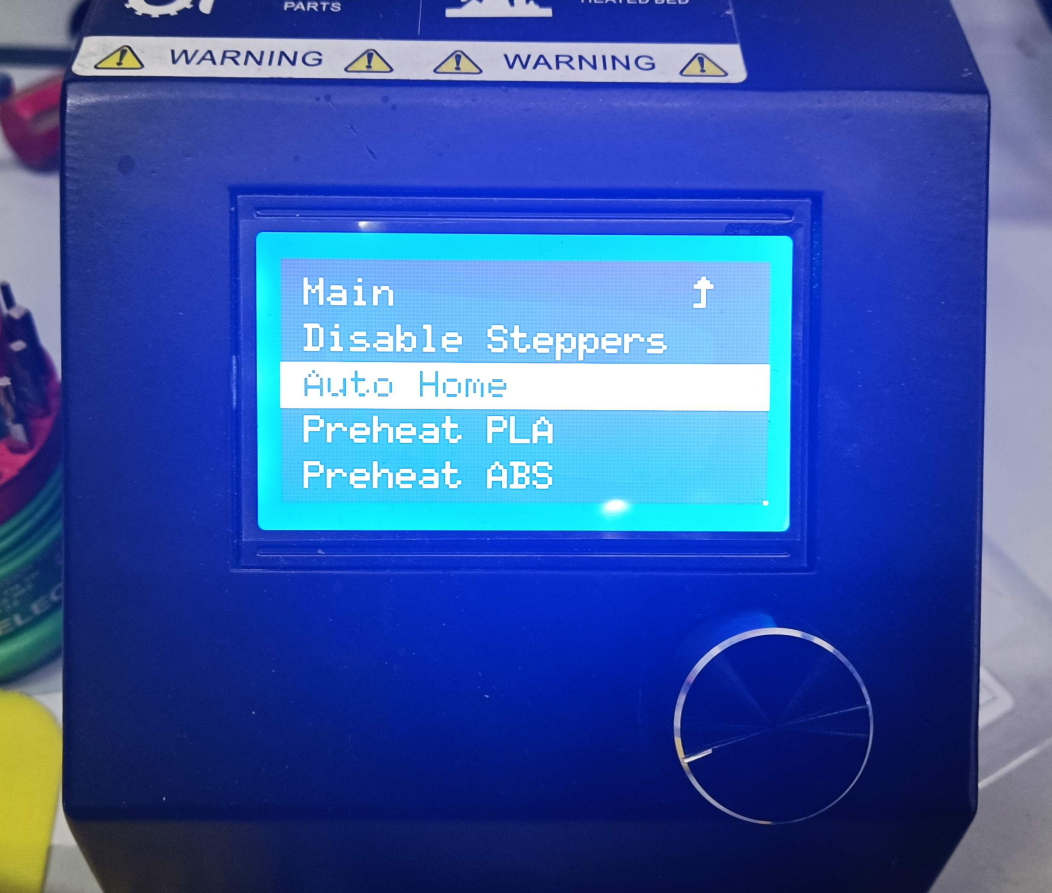
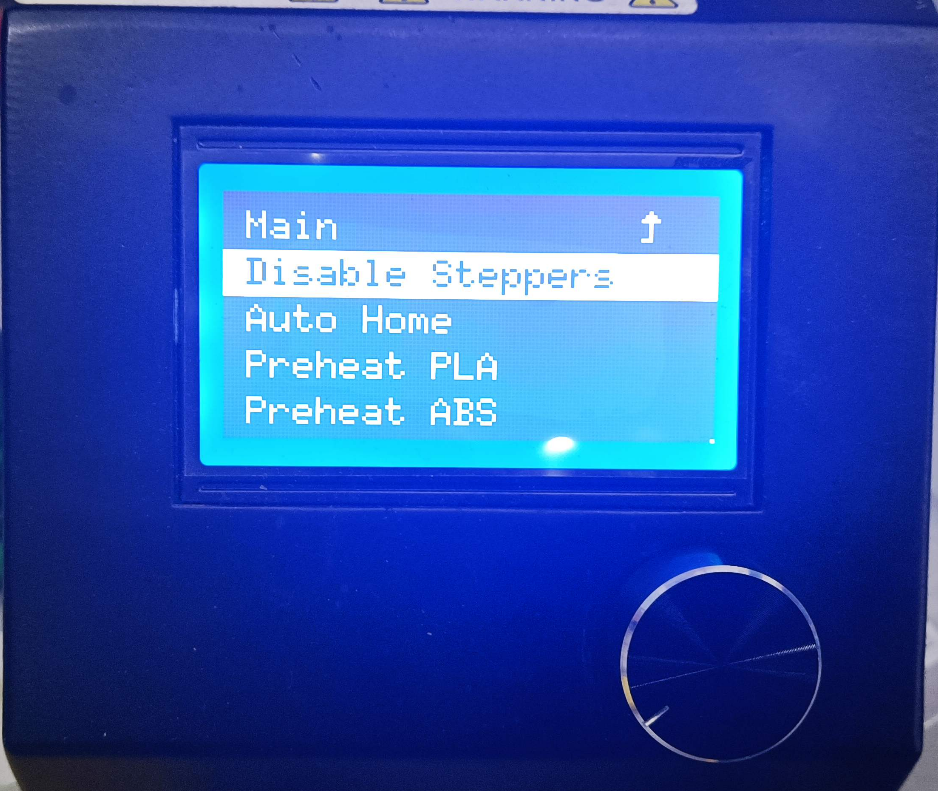
在开机状态下,使用 auto home 让机器自动归位到最低位置,然后解锁步进电机驱动
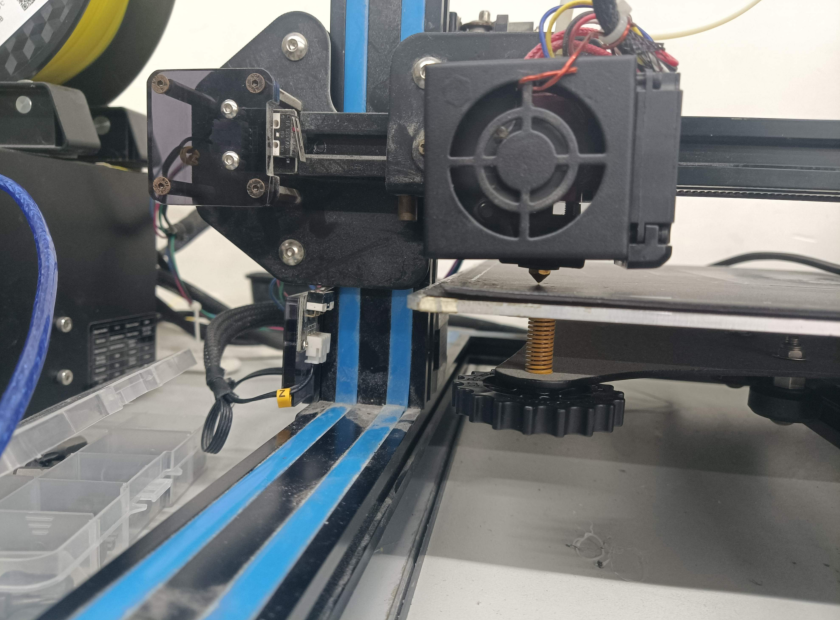
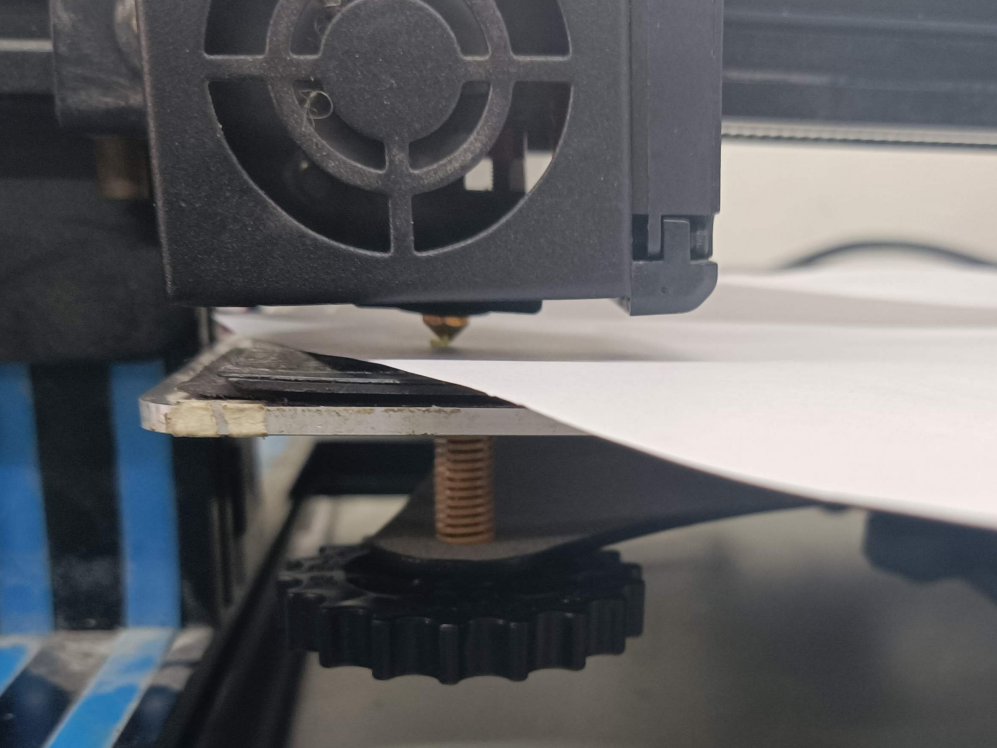
依次将步进电机手动推到平台四个大旋钮的正上方,使用A4纸垫在喷头下方
尝试扭动旋钮来抬低和抬高平台的一角,然后切记不要给平台施加任何压力(它是弹性的),将A4纸在喷头下方来回滑动,感受摩擦阻力,边感受边调节平台高度,一般来说最终效果不要是刮纸的感觉,而是在原来的基础上稍稍有加了磨砂的质感。当然最好还是要目测一下.
所拥有的打印机¶
电协截至2021年12月6日有配置一台UP studio 3D打印机(其实楼上仓库里还有一台全新的,嘿嘿) 和 来自 2018级学长的创想三维 CR-10S。
UP BOX+¶

结构 可能是H-bot??¶
3D打印机机型结构 UM、I3、Hbot等的简单介绍&优缺点比对
应该是比CR-10的那个结构要好的
但是因为这款打印机过于商业封闭化,例如,你往往只能使用该公司提供的软件来导入模型和打印模型
另一方面,各个元件定价都很贵,你必须付出昂贵的价格来采购它的喷头和一体加热管(这款机器的加热管应该已经快差不多坏了)。
软件UP studio¶
你无法直接导入G-code(一种用于CNC等加工软件的编排命令)
需要使用UP studio

打印机的配置在其手册中有
https://cn.tiertime.com/downloads/docs/UP_BOX_Plus_4.8.1_CN.pdf
已知存在过的损坏¶
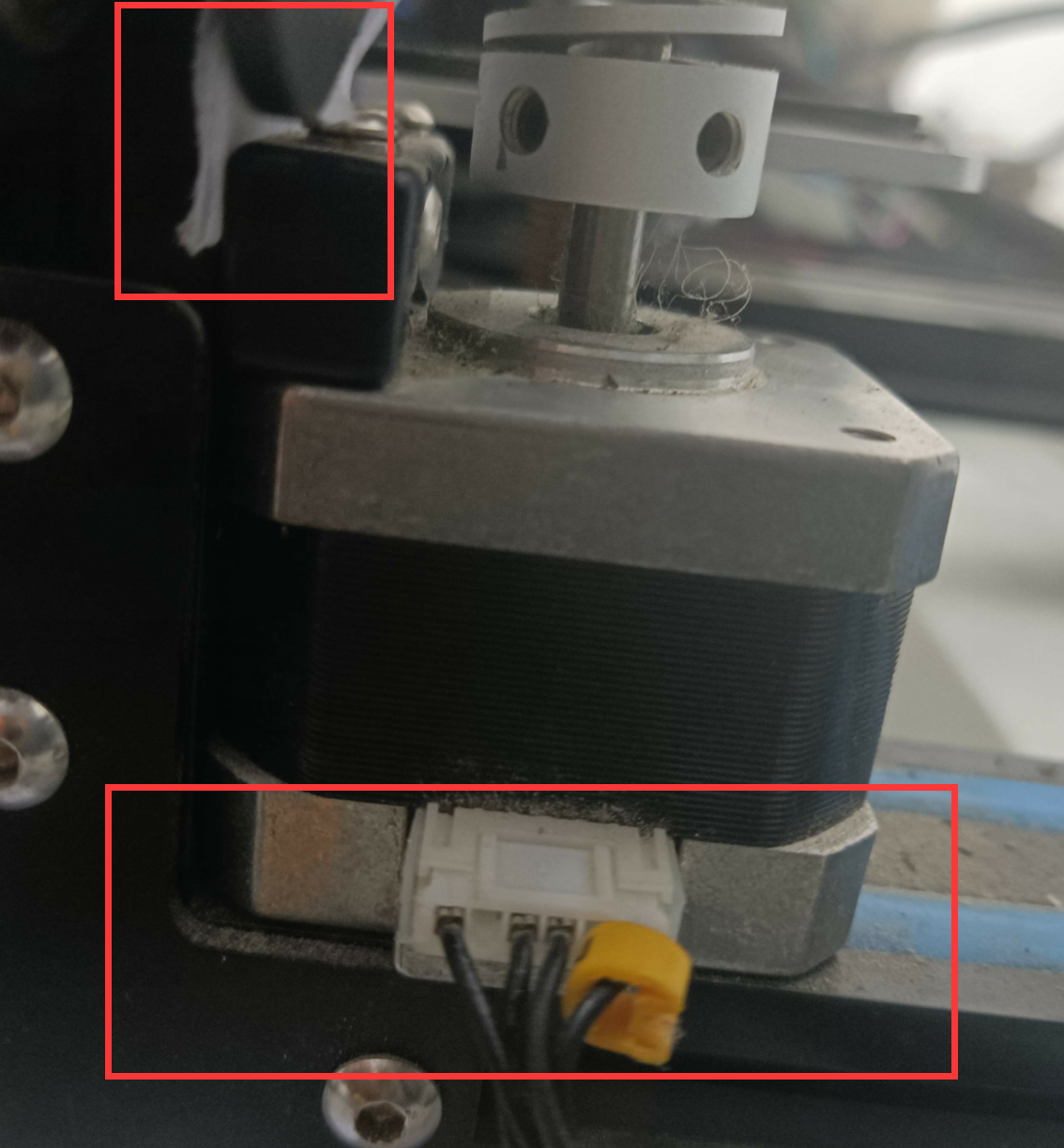
加热头歪了¶
因为没有调平,也没有看着,放着让它打印了一会,加热头直接怼着热床划出了一道很深的印子,加热头就这么被我搞歪了…而且好像是里面送料的管道也变形了导致突出材料的时候,总是会向喷头的一边堆积,特别是用PETG材料的时候,其实材料本身挺好用的,就是因为PETG粘稠,因为上述问题,它堆满了喷头,导致那些打了很高的模型最后烂尾了。
CR10S(其实是CTC 10S但是都兼容的应该)¶
结构 i3¶
超性价比…龙门结构,调平很方便,但理论上是比UP BOX那个要不稳一些的,但是只要速度放慢一点就行。
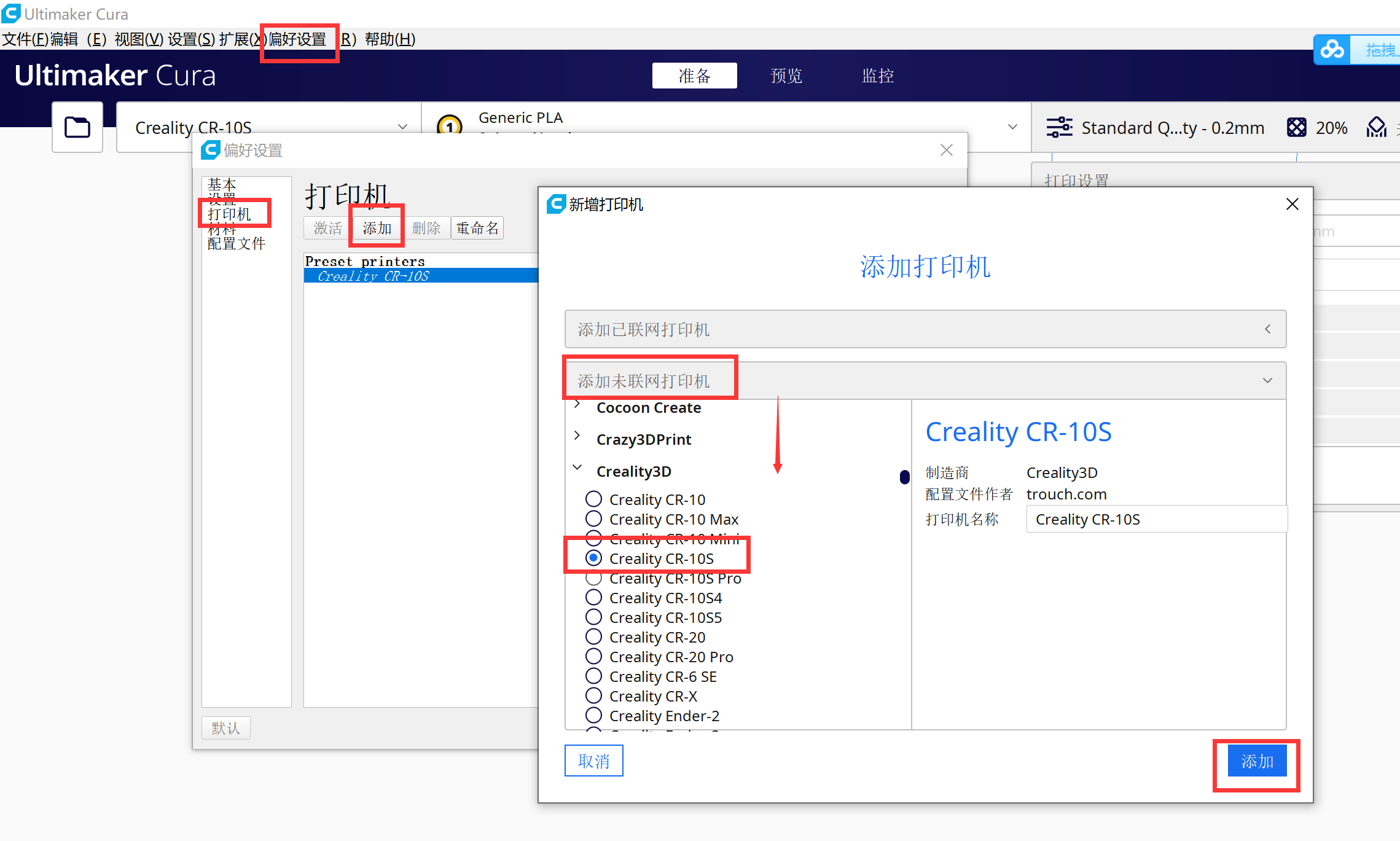
软件Cura¶
如何打印¶
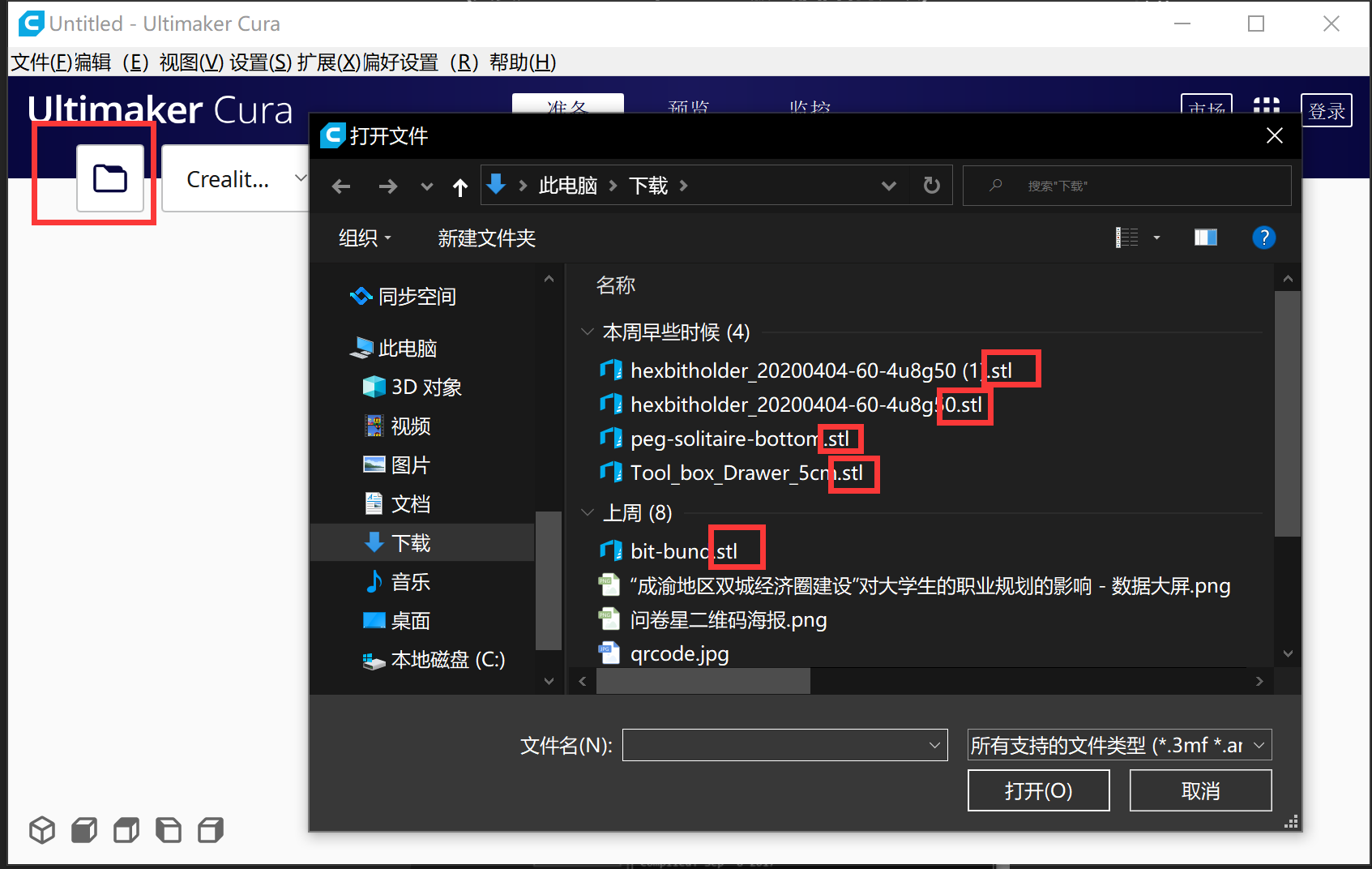
选择打印机
一般使用模型文件为STL文件
使用Gcode清理喷头¶
CR-10可以直接使用串口连接,连接后应该会自动吐出一些信息(波特率115200)
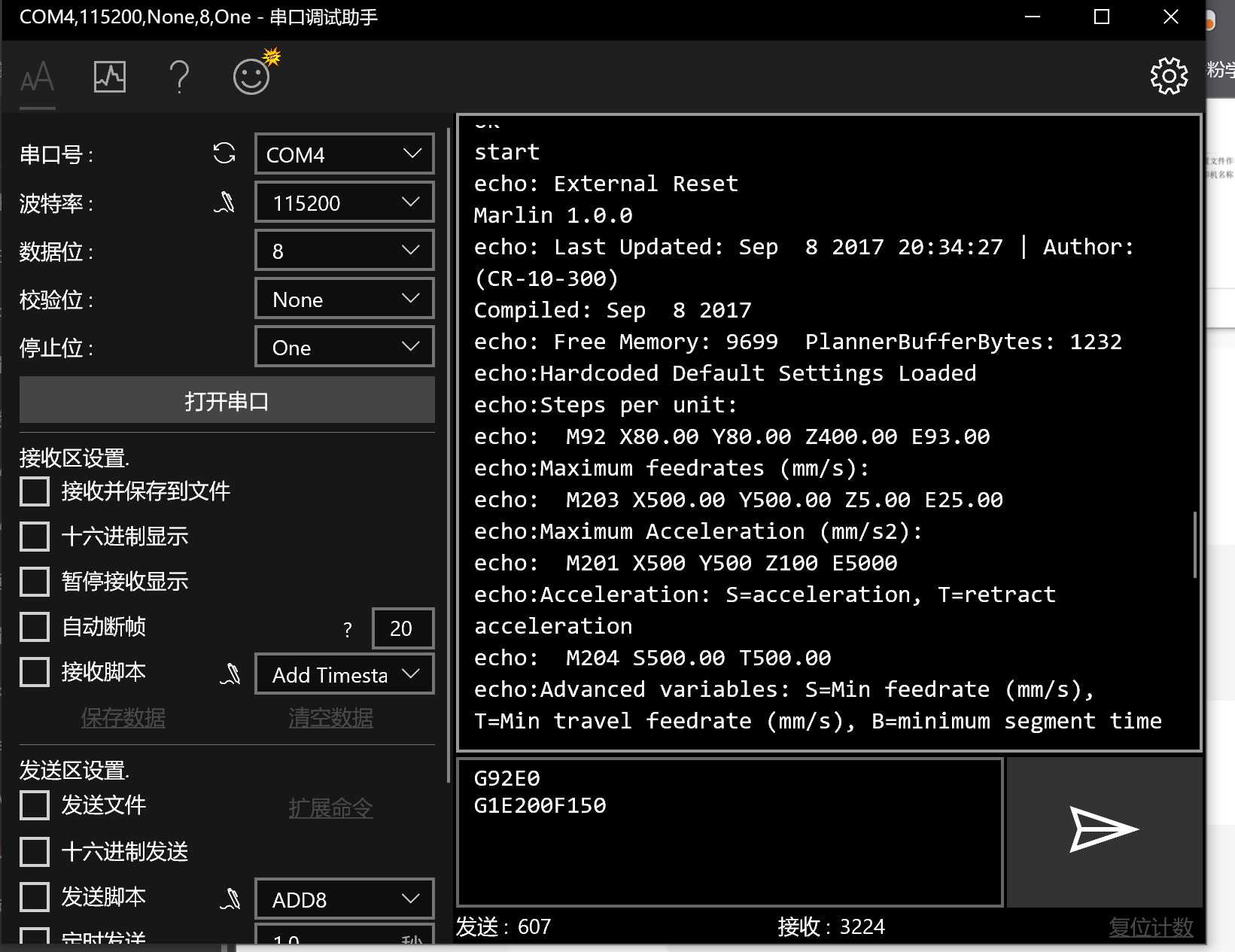
在这里你可以愉快的输入Gcode来操作机器
下面给到一个例子
1 | |
这段代码中G1是驱动电机运动的前缀,在后面加上如X,Y,Z,E就能设定计划电机运动的”位移“(这个是一个绝对距离,意思是运动到距离零100的位置,所以下次在输入E100它是不会动的,而输入E90它会往回走10)(可以设置负数应该)而F就是电机运动的速度
!!!记得“\n”,你需要一个换行符,这才是一个命令的结束。
先设定喷头目标温度¶
1 2 | |
然后等待温度升到240度
挤出¶
1 2 3 | |
因为机器默认是使用绝对坐标操作每个电机,为了方便命令输入不用每次都自己累加一个值比如E20,E30,这里先用G92命令让坐标归零,然后再移动(实现类似相对坐标位移的效果),两个G命令必须换行.
已知存在过的损坏¶
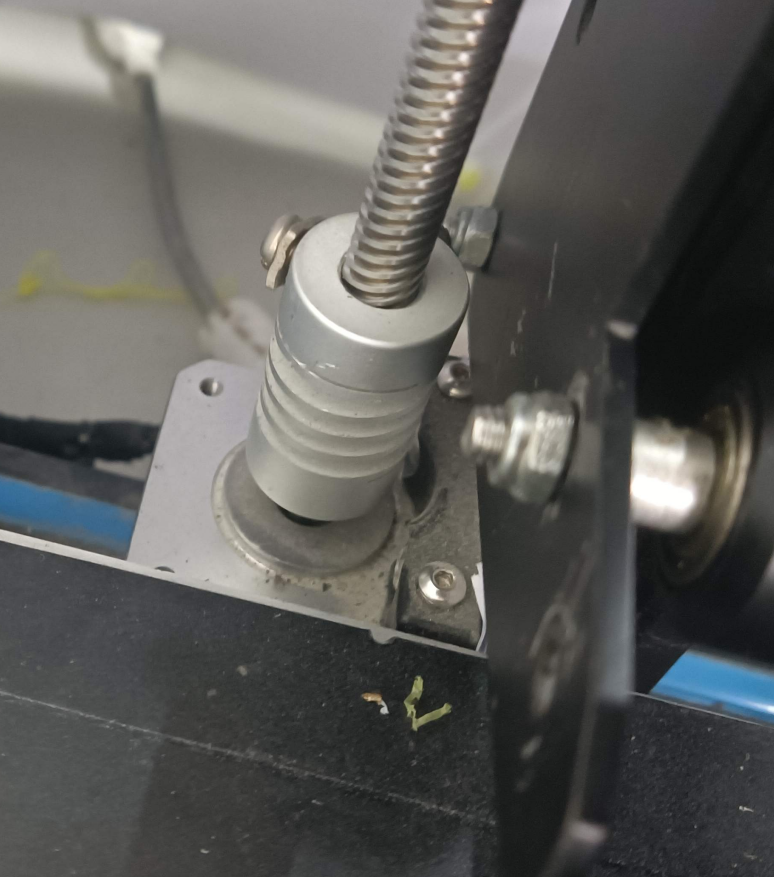
z轴步进电机歪过¶
用一个张纸对折垫在了左上角固定块后面的位置,确保步进电机和底框平行贴紧
日常维护¶
不要丢东西!¶
各3D打印机使用的备用喷头以及铲子,耗材,调平用的卡片,用完即使放回旁边的收纳篮里。
涂涂润滑脂¶
常见问题解决方案¶
喷头堵塞¶
一般情况¶
一般只要先退回一段材料,再在原来的标准上加高20度左右的温度,执行挤出指令就能解决
一般失败了¶
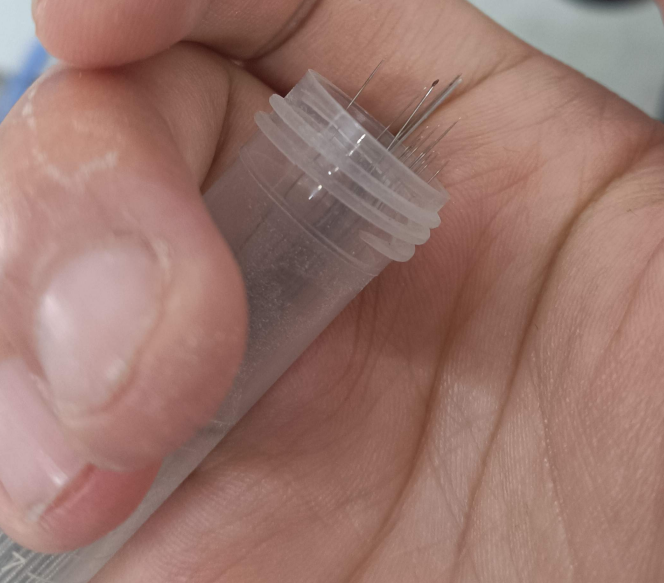
使用放在收纳篮里的钢针,需要先加热到预定温度然后尝试捅一下喷头(可能有焦化的东西堵死这样疏通一下)
还是失败了¶
更换喷头
推荐的建模软件¶
本页面的全部内容在 CC BY-SA 4.0 协议之条款下提供。